


Machine d'inspection de pression d'extrusion
1. Détection sans contact, détection rapide, haute précision
2. Réaliser dynamiquement la détection de différentes vitesses de ligne de production
3. Conception d'étanchéité du moteur principal, fabrication, antibuée, étanche, anti-goutte, adaptabilité environnementale
4. Le circuit matériel est adopté et le système d'exploitation intégré est adopté pour assurer un fonctionnement stable pendant une longue période
5. Son, lumière, alarme et rejet automatique des conteneurs non conformes
6. Grand écran chinois, cristal de nuit rétroéclairé par LED, écriture claire et lumineuse, fonctionnement en mode dialogue homme-machine
7. Rapport prix haute performance
1. Aperçu des performances
Le MT-YLG-XL-C0-04 est un système d'inspection de pression entièrement automatisé, conçu pour les lignes de production à grande cadence, capable de traiter jusqu'à 1 200 canettes par minute. Ce système utilise une méthode de détection en ligne par contact, permettant une mesure précise des caractéristiques de pression interne des contenants. Les résultats d'échantillonnage sont stables, fiables et surpassent les niveaux de précision des solutions nationales et internationales.
Au cœur du système se trouve la technologie de détection de compression de bande, développée et perfectionnée grâce à plus de trois années de recherche continue et d'essais sur le terrain. En fonctionnement, les contenants sont transportés par une bande flexible. Des capteurs latéraux détectent la pression exercée à l'intérieur de la canette ou de la bouteille, tandis qu'un contrôleur convertit ces mesures en signaux numériques. Ces signaux sont ensuite traités pour fournir une évaluation précise de la pression interne et de la qualité du produit.
2. Conteneurs applicables
Canettes en aluminium scellées à l'azote liquide
Bouteilles en plastique PE/PP contenant du gaz ou de la vapeur
Autres récipients sous pression (à l'exclusion des produits à base de CO₂)
3. Capacités d'inspection
Mesure de pression interne
Détection de fuite
Détection sans couvercle
Détection de conteneurs à l'envers
Détection de conteneur bloqué
Rejet automatique des produits défectueux selon des seuils définis par l'utilisateur
4. Principales caractéristiques et spécifications
Synchronisation automatique avec la vitesse de la ligne de production, avec arrêt du système pendant l'arrêt de la ligne pour éviter les éclatements causés par le fonctionnement au ralenti
Débit d'inspection supérieur à 1 200 canettes par minute
Compatible avec les exigences d'inspection à haute et basse pression
Précision de détection statique : ± 0,01 MPa
Précision de détection dynamique : ± 0,02 MPa
Résistance aux chocs à grande vitesse
Fonctionnement intuitif basé sur l'IHM
Visualisation dynamique en temps réel des données de rejet
Alarme lumineuse visuelle en cas d'impact
Prise en charge complète du menu en chinois
Technologie exclusive de traitement du signal numérique DSP Maotong
Diagnostic et assistance technique à distance 24h/24 et 7j/7
Fonctionnalité d'arrêt par rejet continu
5. Précision de détection
Plage de détection : 0,08 – 0,5 MPa
Précision de mesure : meilleure que 0,01 MPa (remarque : des vibrations verticales excessives de la chaîne du convoyeur peuvent influencer la précision)
Taux de rejet : ≥ 99,99 %
Taux de faux rejet : ≤ 0,01 %
6. Principe de détection d'extrusion
À l'entrée du système, un mécanisme de guidage applique une pression préliminaire sur les canettes, garantissant une pression de base constante. Pour les contenants présentant des fuites, la pression appliquée se dissipe significativement et la pression résiduelle est mesurée à la sortie. Pour les contenants intacts, la variation de pression reste minime. La comparaison de ces mesures permet au système d'identifier avec précision les fuites ou les défauts de scellage, garantissant ainsi un contrôle qualité fiable des produits.
7. Principe de détection des équipements

Lorsqu'un produit passe sur la bande transporteuse, il passe devant le capteur de positionnement, qui détecte son arrivée et enregistre son numéro d'identification et le signal du codeur via l'unité de commande. Le capteur de positionnement déclenche le capteur de force pour mesurer la pression instantanée exercée par le produit sur la bande transporteuse. Ces données de pression sont ensuite transmises à la carte de traitement du signal Maotong via le réseau. Cette carte traite et analyse les données de pression reçues, transmettant les résultats à l'interface homme-machine pour affichage dynamique et à l'unité de commande. À la réception d'un signal de rejet, l'unité de commande demande au rejeteur de retirer le produit portant le numéro d'identification correspondant et ne respectant pas les exigences de pression.
II. Installation d'équipement
1. Chargement, déchargement et stockage de l'équipement
Pendant le transport, l'équipement doit être sécurisé et emballé, en veillant particulièrement à ce que le capteur ne soit pas soumis à des pressions ou des tensions. L'extérieur de l'équipement doit être enveloppé d'un matériau résistant à l'humidité et aux chocs afin d'éviter les rayures, les bosses et l'humidité. L'équipement doit être fixé au véhicule de transport pour éviter tout dommage pendant le transport. Lors du déchargement, utilisez un équipement de chargement spécialisé et assurez-vous que l'équipement est solidement fixé sur l'équipement de chargement pour éviter tout glissement. Pendant l'utilisation et le stockage, l'environnement ambiant doit respecter certaines exigences : l'humidité relative doit être comprise entre 10 % et 80 % et la température entre 0 °C et 50 °C.

II. Exigences d'installation
2.1 Installez l'équipement sur une surface stable et plane. Assurez-vous que la bande transporteuse de serrage est parfaitement alignée et parallèle à la bande transporteuse inférieure de la ligne de production.
2.2 Avant de brancher l’alimentation, inspectez tous les câbles électriques pour confirmer qu’ils sont solidement fixés et vérifiez que le boîtier de commande est correctement mis à la terre.
2.3 Alimentation : monophasé AC 220 V, 50 Hz, consommation électrique totale 250 W.
2.4 Air comprimé : pression de 4 à 8 bars ; la qualité de l’air doit être conforme aux normes industrielles en vigueur.
2.5 Pour des performances de test optimales, il est recommandé d'inspecter les produits après refroidissement. L'unité doit être installée sur une section de convoyeur rectiligne de 1,5 à 2 m de longueur.
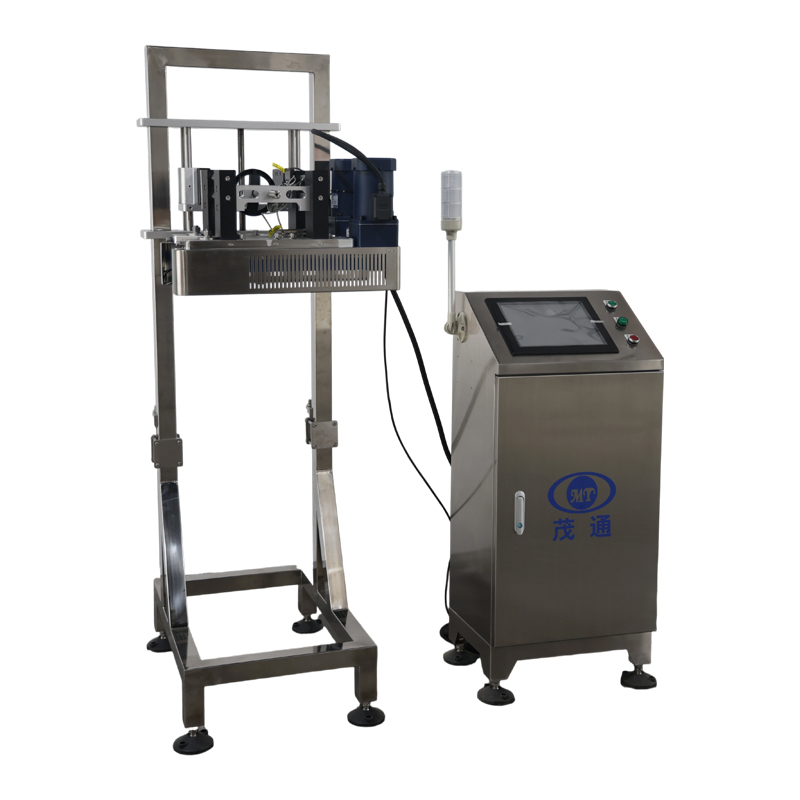
III. Structure et apparence de l'équipement
Dimensions : 600 mm × 1000 mm × 1700 mm
Matériau du cadre : acier inoxydable 304, intégré au système de convoyeur
Poids net : environ 100 kg
IV. Consignes de sécurité
Avant l'utilisation, veuillez respecter les précautions de sécurité suivantes :
Seuls les opérateurs formés peuvent utiliser l'équipement.
L'entretien doit être effectué par des techniciens qualifiés.
Vérifiez que toutes les étiquettes d’avertissement et tous les dispositifs de protection sont en place avant le démarrage.
N'utilisez pas la machine avec le capot ouvert. Coupez toujours l'alimentation électrique et l'air comprimé avant d'ouvrir le capot.
Gardez les mains éloignées de la bielle du cylindre de rejet pendant le fonctionnement.
N'obstruez pas et ne touchez pas le capteur photoélectrique pendant le fonctionnement pour éviter tout déclenchement intempestif ou toute blessure corporelle.
Ne débranchez pas les connexions électriques lorsqu'elles sont sous tension afin d'éviter d'endommager les composants.
Lors de l'entretien, étiquetez clairement la machine pour éviter tout fonctionnement accidentel.
Assurez-vous que l'équipement et les périphériques externes sont hors tension avant d'effectuer toute connexion. Le courant ne pourra être rétabli qu'une fois les connexions sécurisées.
L'électronique étant sensible aux décharges statiques, le châssis et l'armoire de commande doivent être correctement mis à la terre.
V. Conditions commerciales
Livraison : Sur le site de production de l’acheteur.
Garantie : 12 mois à compter de la date d'acceptation, ne dépassant pas 14 mois à compter de la date d'expédition.
Service après garantie : pendant deux ans après la garantie, seuls les frais de déplacement de l'ingénieur et de pièces de rechange s'appliquent.
Maintenance préventive : Deux visites d'ingénieur par an (deux jours chacune). L'acheteur doit planifier les inspections au moins deux semaines à l'avance par fax. Seules les pièces de rechange seront facturées.
Logiciel : Mises à niveau logicielles gratuites à long terme fournies, sans modifications matérielles.
Réponse du service : Dès réception d'une demande écrite, le fournisseur enverra du personnel de service à l'usine de production de l'acheteur en Chine continentale dans les 72 heures.




