

Inspection des conteneurs vides
Le système d'inspection des boîtes vides est conçu pour détecter rapidement et précisément les défauts des boîtes avant leur remplissage. Cette machine d'inspection garantit la qualité et la sécurité du produit final. Notre système d'inspection des boîtes vides réduit les bourrages en détectant les défauts tels que les rayures, les fragments, les inclusions ou les corps étrangers à l'intérieur des boîtes, ainsi que les déformations, la largeur et l'ovalisation/la rondeur du rebord et les éventuelles bosses sur celui-ci.
I. Spécifications de l'équipement et exigences du site
1. Aperçu du projet
Titre du projet : Système d’inspection des boîtes vides
Objectif du projet : Ce système utilise une technologie de vision industrielle avancée pour réaliser une inspection en ligne entièrement automatisée et sans contact des boîtes de conserve vides. Il permet d’identifier efficacement les défauts tels que la déformation de l’ouverture, la contamination de la surface, la présence de corps étrangers à l’intérieur et les boîtes écrasées.
Capacité nominale : 1000 canettes/minute
Type de contenant : Boîtes en deux parties
Volume du récipient : 100 mL – 600 mL

2. Environnement d'exploitation
Altitude : 5 à 3000 m au-dessus du niveau de la mer
Température ambiante : 5 °C – 40 °C
Humidité relative : 50 % – 65 % HR
Exigences relatives à l'usine : La planéité du sol, la capacité de charge et les conditions environnementales doivent être conformes aux normes nationales afin de garantir un fonctionnement stable des équipements.
Conditions de stockage : Les équipements et composants doivent être stockés conformément à la réglementation nationale, avec une lubrification et un entretien appropriés pendant le stockage afin d'éviter tout dommage ou déformation de surface pouvant affecter l'installation, la mise en service et le fonctionnement à long terme.
3. Conditions de fonctionnement de l'équipement
Niveau sonore : ≤85 dB (la valeur réelle peut varier en fonction du type d'emballage, de la charge de la machine et de l'acoustique du bâtiment).
Alimentation électrique : 220 V, 50 Hz, monophasé (les autres tensions nécessitent une confirmation préalable et peuvent affecter les spécifications de l’équipement, le délai de livraison et le prix).
Consommation électrique totale : env. 1,0 kW
Tension de commande : 24 V CC
4. Vue d'ensemble du système
4.1 Informations sur l'équipement
Nom : Détecteur de canettes vides
Modèle : MT-YLG-KG-C1-01
Quantité: un ensemble
Débit : 1000 canettes/minute
Application : Convient aux lignes de production de canettes en deux parties fonctionnant jusqu'à 1 000 canettes/minute.
Point d'installation : Monté sur le convoyeur à voie unique en amont de la remplisseuse.
Fonction principale : Inspection en temps réel par vision pour identifier les déformations de l'ouverture, les fissures, les défauts en V, les rabats, les bosses, la contamination de surface et les corps étrangers internes, avec rejet automatique des boîtes défectueuses.
4.2 Principe et flux de travail du système
Un capteur de positionnement détecte chaque canette entrante, enregistre son identifiant et synchronise les données de l'encodeur via l'unité de contrôle.
Le capteur déclenche la caméra pour capturer l'image de la boîte. Le processeur d'images analyse les données capturées et affiche les résultats de l'inspection en temps réel sur l'interface homme-machine, tout en transmettant les commandes de rejet à l'unité de contrôle.
À la réception d'un signal défectueux, l'automate programmable active le mécanisme de rejet, garantissant ainsi que la boîte correspondante soit retirée de la ligne.
Exigences d'installation : Le client doit fournir un tronçon de convoyeur droit de 2 mètres, garantissant un espacement de 2 cm entre les boîtes, sans compression ni chevauchement. Cette condition est essentielle pour un contrôle fiable.
4.3 Module d'inspection des boîtes vides
Étendue et précision de l'inspection :
Zone buccale : Détection des déformations, fissures, encoches en forme de V et replis.
Corps de la boîte : Identification des bosses, rayures ou contaminations externes.
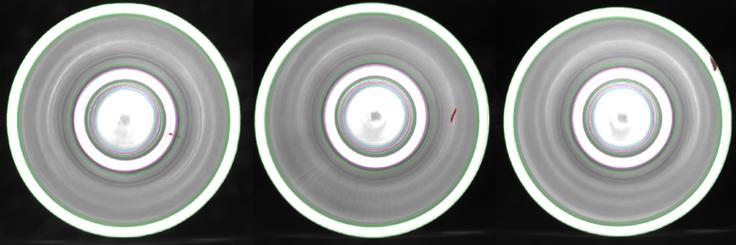
Surface intérieure : Détection de corps étrangers ou de débris internes.
Intégrité structurelle : Identification des canettes sous-pressurisées ou affaissées.
Ce module offre une grande fiabilité d'inspection avec un faible taux de faux rejets, garantissant la qualité des produits et assurant une production efficace et ininterrompue.

Position de détection
|
Type de défaut
|
Précision
|
Illustration
|
Taux de rejet
|
Taux de faux rejets
|
Peut boucher
|
Encoche de courbure de la bouche
|
1 mm X 1 mm |
≥99,9% |
≤0,05% |
|
Déformation du rebord du goulot de la boîte
|
Hauteur de saillie vers le haut ou vers le bas ≥ 2 mm ou longueur horizontale ≥ 4 mm
|
≥99,9% |
|||
Dépression à l'embouchure du réservoir
|
5% au total
|
≥99,9% |
|||
Peut bouche ovale
|
≥1 cm |
≥99,9% |
|||
Saleté sur le bord de la boîte
|
2 mm x 2 mm, épaisseur ≥ 1 cm
|
≥99,9% |
|||
Paroi intérieure du réservoir
|
Saleté au milieu du mur intérieur
|
3 mm x 3 mm, épaisseur ≥ 1 mm
|
≥99,9% |
||
fond du pot
|
Corps étranger au milieu du fond de la cuve
|
3 mm x 3 mm, épaisseur ≥ 1 mm
|
≥99,9% |
||
Matière étrangère (opaque) à l'intérieur de l'anneau inférieur du réservoir
|
3 mm x 3 mm, épaisseur ≥ 1 mm
|
≥99,9% |
|||
Trou au milieu du fond du réservoir
|
3 mm x 3 mm |
≥99,9% |
|||
Peut corps
|
La déformation du corps peut-elle
|
Déformation : 4 mm Déformation : ±1 mm
|
≥99,9% |
||
Description (Veuillez lire attentivement)
|
Cette solution utilise une méthode d'inspection monoposte à objectif unique, principalement axée sur le contrôle de l'ouverture des boîtes (précision stricte), des grandes boîtes plates et des corps étrangers de grande taille. Les étapes suivantes, incluant le lavage à l'eau chaude et le remplissage à l'azote, peuvent entraîner l'élimination des petits corps étrangers par l'eau chaude. Par conséquent, la précision de détection des petits corps étrangers et des légères déformations de la paroi des boîtes s'en trouve réduite. |
||||




