


Machine d'inspection de codage de cartons
1. Inspection en ligne sans contact, aucun dommage au produit.
2. La vitesse d'inspection est rapide, atteignant jusqu'à 100 boîtes par minute au plus vite.
3. Équipé d'une fonction d'auto-apprentissage Al pour assurer la fiabilité de l'inspection
I. Aperçu de l'équipement
1. Demande
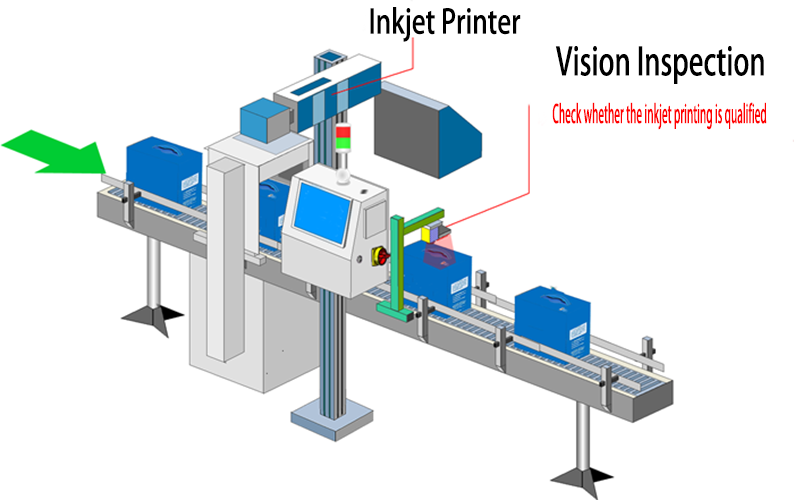
Ce système est conçu pour le contrôle en ligne de la qualité du codage des cartons sur les lignes de production de cartons pour boissons. Il identifie et rejette automatiquement les cartons défectueux afin de garantir la traçabilité et la conformité des produits.
2. Principales caractéristiques
Méthode d'inspection sans contact qui fonctionne en ligne sans endommager les cartons.
Haute efficacité de détection, capable d'inspecter jusqu'à 60 cartons par minute.
Interface homme-machine (IHM) conviviale avec plusieurs niveaux d'accès pour garantir un fonctionnement sécurisé.
Fonctions personnalisables adaptées aux exigences réelles du site de production.
Stockage quotidien automatique des images de cartons défectueux, avec période de conservation réglable.
Services d'assistance à distance 24h/24 et 7j/7.
Rejet continu de cartons défectueux pendant les temps d'arrêt de la ligne de production.
II. Capacités de détection
Le système peut détecter les défauts suivants dans l’impression jet d’encre sur carton :
Impression manquante – absence totale de code jet d’encre.
Impression floue – caractères flous ou indiscernables à l’œil humain en raison d’un dysfonctionnement du jet d’encre.
Omission de caractère – plus de 30 % d’un seul caractère manque.
Écart de position – le code imprimé se situe en dehors de la plage de tolérance définie.
Déformation d’impression – résultats déformés tels que des codes courbés, allongés ou raccourcis.
Impression incorrecte – informations erronées telles que la date, le code d’usine ou le code de sécurité.
III. Exigences d'installation
L'équipement doit être installé sur une section de convoyeur droite de 1,5 à 2 mètres, située immédiatement en aval de l'imprimante à jet d'encre, pour garantir des performances de détection optimales.

4. Principe de détection
Une caméra numérique Gigabit est utilisée pour prendre des photos de haut en bas et de côté afin de visualiser le codage des cartons. Ces images sont analysées numériquement et les cartons non codés sont automatiquement et précisément retirés en ligne.
Lorsqu'une boîte passe devant le capteur de positionnement, son arrivée est détectée et l'unité de contrôle enregistre le numéro d'identification de la boîte et le signal du codeur actuel. Le capteur de positionnement déclenche une caméra numérique pour capturer une image du codage de la boîte et la transmettre au processeur d'images via le réseau. Ce dernier traite et analyse l'image reçue et transmet les résultats à l'interface homme-machine pour affichage dynamique et à l'unité de contrôle. Dès réception du signal de codage non qualifié, l'unité de contrôle informe le rejeteur de retirer en ligne les boîtes dont le codage non qualifié correspond au numéro d'identification.

Exemple d'effet de traitement d'image, la gauche est l'image originale, la droite est l'image traitée
V. Configuration de l'équipement et précision de l'inspection
(I) Spécifications de l'équipement
C. Paramètres techniques
Nom de l'équipement : Système d'inspection de codage de cartons
Modèle : MT-ZX-OCR
Vitesse de ligne applicable : jusqu'à 60 cartons par minute
Cible d'inspection : zone imprimée par jet d'encre sur les cartons
Mécanisme de rejet : Élimination automatique et précise des cartons défectueux identifiés par le module d'inspection
Indice de protection : IP65, garantissant un fonctionnement fiable dans les environnements industriels
D. Champ d'application
Ce système est largement utilisé dans les lignes de production de cartons de boissons, capable d'inspecter les codes à jet d'encre sur des cartons de différentes couleurs et d'éliminer automatiquement les produits défectueux.
E. Avantages techniques
Minimise le recours à l’inspection manuelle, réduisant ainsi les coûts de main-d’œuvre.
Améliore l’efficacité globale de la production et garantit une qualité de produit constante.
Les résultats de l’inspection sont entièrement conformes aux normes techniques pertinentes du fabricant.
E.Précision de détection :
numéro de série
|
Articles d'inspection |
Conditions de détection et précision |
Taux de rejet
|
Taux de faux coups de pied
|
1 |
Inspection de l'impression à jet d'encre |
-- |
-- |
< = 0,03% |
1.1 |
Pas d'impression jet d'encre |
-- |
>99,99% |
|
1.2 |
Impression à jet d'encre manquante |
Caractère unique > 30 % |
>99,8% |
|
1.3 |
Impression à jet d'encre floue |
Caractères indéchiffrables à l'œil humain |
>p.93% |
|
1.4 |
Impression à jet d'encre incorrecte |
Date de production incorrecte, code d'usine incorrect, code de sécurité incorrect, déformation (allongement ou raccourcissement) |
>99,99% |
|
1.5 |
Déviation de position |
Dépassement de la zone d'expansion |
>99,99% |
|
1.6 |
Impression jet d'encre en double |
Plusieurs codes imprimés dans la zone de code |
>99,99% |
Remarque : Le taux de rejet de l'élément d'essai « sans codage » décrit dans le tableau signifie que sur 10 000 bouteilles de produits non qualifiés et sans codage, une seule boîte peut ne pas être rejetée après avoir été testée par l'équipement. Il s'agit de données expérimentales théoriques, et il en va de même pour les autres éléments d'essai.




