Machine d'inspection visuelle d'impression à jet d'encre
1. L'algorithme avancé est stable et possède une grande précision de détection
2. Détecter différentes positions de code
3. La vitesse maximale est de 72 000 BPH
I. Aperçu de l'équipement du projet
Nom du projet :Système d'inspection de bouteilles en PET : détection de bouchon, d'anneau antivol, de niveau de liquide et d'impression à jet d'encre
Description du projet :Le système inspecte les bouteilles en PET pour détecter les défauts au niveau des bouchons, des anneaux antivol, des niveaux de liquide et de l'impression à jet d'encre, et rejette automatiquement les bouteilles non conformes.
Capacité maximale :Jusqu'à 60 000 bouteilles par heure
Type de bouteille :Bouteilles PET
Gamme de volumes de produits :200 ml – 2 L
II. Conditions environnementales
Altitude de fonctionnement optimale : 5 à 3 000 mètres au-dessus du niveau de la mer
Plage de température de fonctionnement : 5 °C – 40 °C
Plage d'humidité relative : 50–65 % HR
Exigences de l'usine : La planéité du sol, la stabilité structurelle et la capacité de charge doivent être conformes aux normes nationales pour garantir le bon fonctionnement de la machine.
Exigences de stockage : À la livraison, les pièces et équipements doivent être stockés conformément aux normes nationales. Une lubrification et un entretien appropriés doivent être effectués pendant le stockage afin d'éviter tout dommage ou déformation de surface susceptible d'affecter l'installation, la mise en service ou le fonctionnement normal.
III. Conditions de fonctionnement de l'équipement
Alimentation :220 V, 50 Hz, monophasé (fourni par le client ; les exigences de tension spéciales doivent être communiquées à l'avance car elles peuvent affecter les spécifications de l'équipement, les calendriers de livraison et les prix).
Consommation électrique totale :Environ 2,4 kW
Tension de contrôle :24 V CC
Air comprimé :4–12 Pa (raccordement d'air de la source à l'unité principale fourni par le client)
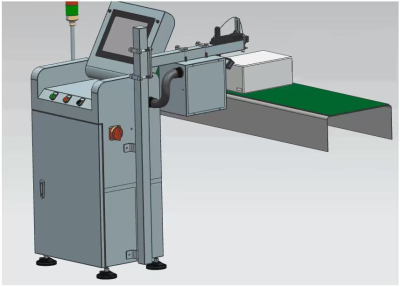
IV. Aperçu de l'équipement
Point d'installation :A intégrer dans la ligne de production de bouteilles PET à un endroit approprié.
Portée de l'inspection :
Casquettes manquantes
Bouchons de surhauteur
Bouchons mal alignés
Anneaux antivol endommagés ou cassés
Niveau de liquide faible
Présence d'impression jet d'encre
Impression à jet d'encre excessive
Principe d'inspection :
Lorsqu'une bouteille en PET passe devant le capteur de positionnement, celui-ci détecte sa présence et active l'unité de contrôle, qui enregistre à la fois l'identifiant unique de la bouteille et le signal de l'encodeur en temps réel.
L'unité de contrôle envoie ensuite un signal à la caméra pour capturer des images en trois points d'inspection : le bouchon de la bouteille, le niveau de liquide interne et le marquage par jet d'encre. Les images sont analysées par le processeur de vision et les résultats sont transmis à l'interface homme-machine (IHM) pour un affichage en temps réel, ainsi qu'à l'automate programmable industriel (API) pour préparer le rejet des bouteilles défectueuses.
Si un défaut est détecté, l'unité de contrôle associe le signal de rejet à l'ID spécifique de la bouteille et demande au rejeteur de retirer cette bouteille de la ligne de production.
4. Composants mécaniques de l'équipement
modèle
|
Nom |
Composants |
Description fonctionnelle |
Remarque
|
1 |
Armoire de distribution |
Composé d'un processeur d'image, d'un processeur d'interface, d'un contrôleur stroboscopique et d'un PLC. |
Fournit l'alimentation à l'ensemble du système, traite les images et contrôle le rejet des produits défectueux. |
|
2 |
Module de détection |
Source de lumière LED, caméra CCD industrielle et capteur. |
Capture dynamiquement des images de bouteilles en PET. |
|
3 |
Dispositif de rejet |
Les principaux composants comprennent des électrovannes et des composants mécaniques. |
Reçoit les signaux et contrôle le rejet des produits défectueux. |
5. Composition électrique de l'équipement
modèle
|
Nom |
Unité |
Remarques sur la marque |
Quantité |
1 |
Ordinateur industriel d'imagerie embarquée (4 ports Ethernet) i5+4G+120G |
Unité |
Taiwan Chaoen, résistant à la poussière, vitesse de traitement rapide et excellente stabilité |
1 |
2 |
Caméra numérique gigabit haute vitesse DAHUA |
Unité |
Résolution 680x480, importé du Canada, marque leader de l'industrie |
4 |
3 |
Module d'E/S de caméra |
Ensemble |
Fabriqué en Chine |
4 |
4 |
Lentille |
Morceau |
CALCUL 6MP, 12 mm |
4 |
5 |
Câble caméra 50/30 lignes |
Morceau |
Fabriqué en Chine, 5 m |
4 |
6 |
Alimentation CC MW.24v 75/120W (DRP-75/120-24) |
Morceau |
Taiwan signifie bien |
2 |
7 |
API |
Morceau |
Maotong s'est développé indépendamment |
1 |
8 |
Écran tactile |
Morceau |
Taiwan IEI 15 pouces |
1 |
9 |
Contrôleur de source lumineuse |
Unité |
Personnalisé en Chine, déclenchement asynchrone à 4 voies, technologie de contrôle du scintillement de l'écran, prolongeant considérablement la durée de vie de la source lumineuse |
1 |
10 |
Source de lumière photographique |
Unité |
Éclairage de surface personnalisé, infrarouge et bleu |
4 |
11 |
Armoire de distribution d'énergie |
Morceau |
Fabriqué en Chine, matériau 304, finitions brossées, décapées, oxydées et brossées |
1 |
12 |
Rejecteur à un étage Mono |
Morceau |
Personnalisé, type à poussée d'air, matériau 304 |
1 |
13 |
Cylindre d'unité de rejet |
Morceau |
Vérin à grande vitesse Norgren, Royaume-Uni |
1 |
14 |
Électrovanne de l'unité de rejet |
Morceau |
Électrovanne haute vitesse MAC, US, temps de réponse de 4,9 ms |
1 |
15 |
Encodeur |
Morceau |
Fabriqué en Chine, Hode, type incrémental |
1 |
16 |
Composants électriques basse tension |
Morceau |
Schneider, France |
Plusieurs |
17 |
Système de traitement d'images |
Morceau |
Maotong développé indépendamment, peut développer la V3.0 selon les besoins des clients |
1 |
18 |
Unité de réfrigération spéciale - climatiseur industriel |
Morceau |
Shanghai Highly Special, capacité de refroidissement 320 W |
1 |
19 |
Borniers |
Morceau |
Honeywell, États-Unis |
Plusieurs |
20 |
Capteur photoélectrique |
Morceau |
Leuze, Aurora PNP |
1 |
21 |
Autres composants électriques |
Morceau |
- |
Plusieurs |
22 |
Matériau du boîtier et traitement de surface |
Morceau |
Matériau 304, pièces mécaniques igus®, finitions brossées, décapées, oxydées et brossées. |
1 |
23 |
Voyant d'alarme |
- |
Plusieurs |
|
24 |
Séparateur huile-eau |
- |
Tour lumineuse tricolore Schneider |
Plusieurs |
25 |
Relais |
Morceau |
1 |
|
26 |
Matériau du verre |
Morceau |
AirTac |
1 |
6. Diagramme de la structure de l'armoire de test

Détection du niveau de liquide de bouchage (détection du niveau de liquide de bouchage aux stations un et trois)

Inspection d'impression à jet d'encre (poste 2, inspection d'impression à jet d'encre par caméra unique)
7. Inspection du bouchon
Ce module utilise trois caméras CCD positionnées à différents angles pour capturer des images des bouteilles, minimisant ainsi les angles morts lors de l'inspection. Des lentilles optiques spécialisées filtrent la lumière incidente provenant de toutes les directions, garantissant une acquisition d'images de haute qualité. Le système est conçu pour identifier les défauts liés aux bouchons, notamment les bouchons manquants, inclinés, mal alignés et endommagés ou cassés.


Images de bouchage de bouteilles en PET capturées par une caméra CCD
8. Détection du niveau de liquide
Ce module utilise une caméra CCD pour capturer des images de face du niveau de liquide de la bouteille. Il garantit que la surface du liquide apparaît presque horizontale lorsque la bouteille est immobile. Grâce au traitement d'image, la zone située sous le niveau de liquide est rendue noire, tandis que la zone située au-dessus, représentant la partie vide de la bouteille, est affichée en blanc. Un algorithme spécialisé est ensuite appliqué pour déterminer si le niveau de liquide est inférieur ou supérieur au seuil prédéfini.


Image de bouteille en PET capturée par la caméra Image de détection de niveau de liquide traitée
9. Inspection de l'impression à jet d'encre
Ce module utilise une caméra CCD pour capturer des images de face des marquages à jet d'encre sur les bouteilles et les bouchons. Les images acquises sont traitées numériquement pour évaluer la qualité d'impression, et les bouteilles présentant une impression défectueuse ou non conforme sont automatiquement rejetées. Le système prend en charge l'inspection des bouchons jaunes avec impression noire et des bouchons noirs avec impression blanche.

Exemple d'effet de traitement de reconnaissance d'image
10. Précision de détection
Articles d'inspection |
Contenu de l'inspection |
Précision de détection
|
Taux de rejet
|
Inspection des bouchons de bouteilles
|
Pas de plafond |
—— |
≥ 99,99 % |
Casquette haute |
>0,8 mm |
≥99,98 % |
|
Casquette tordue |
>0,8 mm |
≥ 99,5 % |
|
Anneau de sécurité 100% déconnecté |
>1 mm d'écart |
≥ 99,99 % |
|
Anneau de sécurité >70% cassé |
>1 mm d'écart |
≥ 98,32 % |
|
Anneau de sécurité >50% cassé |
>1 mm d'écart |
≥ 95,78 % |
|
Anneau de sécurité 100% manquant |
—— |
≥ 99,99 % |
|
Anneau de sécurité manquant à 70 % |
—— |
≥ 98,21 % |
|
Anneau de sécurité manquant à 50 % |
—— |
≥ 95,78 % |
|
Articles d'inspection |
Détection de niveau de liquide (haut et bas) |
3 mm en dessous (ou au dessus) de la norme
|
≥ 99,92 % |
Inspection des bouchons de bouteilles |
Pas d'impression jet d'encre |
≥ 99,99 % |
|
Impression jet d'encre globale manquante à 50 % |
≥ 99,95 % |
||
Impression jet d'encre globale manquante à 30 % |
≥ 99,9 % |
||
Impression jet d'encre globale manquante à 20 % |
≥99,8 % |
||
L'impression à jet d'encre est suffisamment floue pour supprimer les caractères à jet d'encre après le traitement |
≥ 99,99 % |