
Machine de vérification des boîtes extérieures
1. Inspection en ligne sans contact, aucun dommage au produit.
2. La vitesse d'inspection est rapide, atteignant jusqu'à 100 boîtes par minute au plus vite.
3. Doté d'une fonction d'auto-apprentissage par IA pour garantir la fiabilité de l'inspection
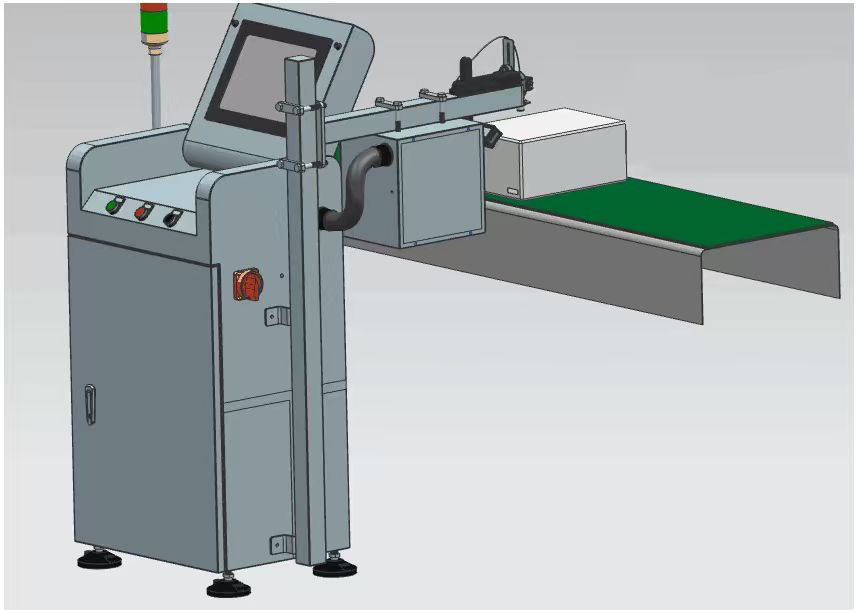
Aperçu de l'équipement
Champ d'application
Ce système est conçu pour le contrôle en temps réel de la qualité du codage des cartons sur les lignes de production de briques de boissons. Il identifie automatiquement les codes défectueux et élimine les cartons non conformes aux normes de qualité.
Principales fonctionnalités
Inspection sans contact : garantit que le produit reste intact lors des contrôles de qualité.
Performances à haute vitesse : Capable d'inspecter jusqu'à 60 cartons par minute.
Interface homme-machine intuitive : les autorisations utilisateur à plusieurs niveaux offrent un accès sécurisé aux différents opérateurs.
Configuration flexible : facilement adaptable aux exigences spécifiques des lignes de production.
Stockage automatique des images de défauts : les utilisateurs peuvent définir la durée de stockage en fonction de leurs besoins opérationnels.
Assistance à distance 24h/24 et 7j/7 : Garantit une assistance technique continue.
Rejet automatique pendant les temps d'arrêt : empêche les cartons défectueux de quitter la ligne lorsque le système est en pause.
Capacités d'inspection
Le système effectue des contrôles de qualité complets sur le codage des cartons, notamment :
Détection de présence de code : identifie les impressions jet d'encre manquantes ou incomplètes.
Détection du flou : signale les caractères flous ou illisibles.
Omission de caractères : détecte les caractères dont plus de 30 % sont manquants.
Précision du positionnement : Garantit que les codes sont correctement alignés dans les plages prédéfinies.
Distorsion du code : Identifie la flexion, l’allongement ou la compression des codes imprimés.
Vérification du contenu : confirme que les codes, tels que les dates, les codes d’usine et les codes de sécurité, sont corrects.
Exigences d'installation
L'unité d'inspection doit être positionnée à 1,5–2 mètres en aval de l'imprimante à jet d'encre, sur une section de convoyeur rectiligne, afin de garantir une détection stable et précise.

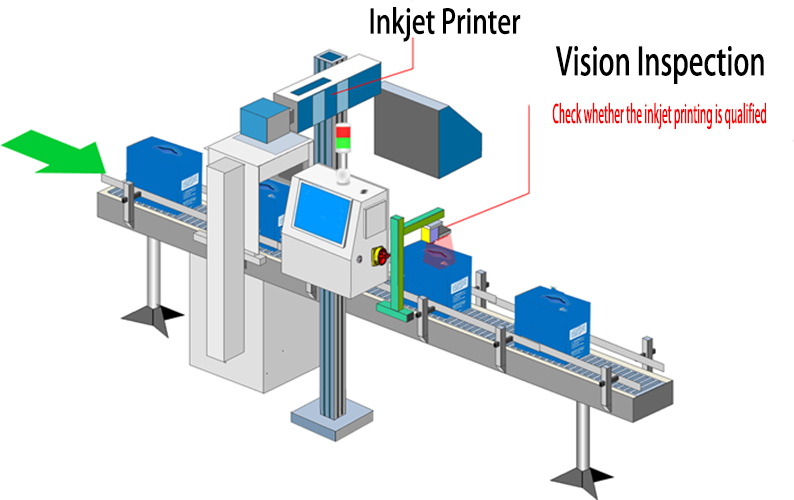
Principe de détection
Une caméra numérique Gigabit capture des images de haut en bas ou de côté du codage du carton.
Lorsqu'un carton passe devant le capteur de positionnement, son arrivée est détectée et enregistrée en même temps que le signal de l'encodeur.
Le capteur déclenche la caméra pour capturer une image du code du carton, qui est ensuite envoyée au processeur d'image via le réseau.
Le processeur analyse l'image et envoie les résultats à l'interface homme-machine pour un affichage en temps réel, et à l'unité de contrôle pour la prise de décision.
Si le code est jugé défectueux, l'unité de contrôle ordonne à l'opérateur de rejet de retirer le carton spécifique identifié par son identifiant unique.

machine d'inspection visuelle de scellage
Précision de la configuration et de l'inspection des équipements
Spécifications de l'équipement
Nom de l'équipement : Système d'inspection d'impression jet d'encre sur carton
Modèle : MT-ZX-OCR
Capacité de production : jusqu'à 60 cartons par minute
Zone d'inspection : zone imprimée par jet d'encre sur les cartons
Méthode de rejet : Retrait automatique des cartons présentant des codes défectueux
Indice de protection : IP65 (étanche à la poussière et résistant à l'eau)
Principales applications
Ce système convient à une large gamme de lignes de production de cartons, capable d'inspecter et de rejeter les impressions défectueuses sur des cartons de différentes couleurs et matières.
Avantages techniques clés
Économies de main-d'œuvre : Réduit le besoin d'inspection manuelle, ce qui diminue les coûts de main-d'œuvre.
Amélioration de l'efficacité : Améliore la vitesse de production et la qualité globale du produit.
Conformité aux normes : Garantit une précision d'inspection fiable qui répond aux exigences du fabricant.
Précision de détection :
numéro de série
|
Articles d'inspection |
Conditions de détection et précision |
Taux de rejet
|
Taux de faux coups de pied
|
1 |
Inspection de l'impression à jet d'encre |
-- |
-- |
<= 0,03% |
1.1 |
Pas d'impression jet d'encre |
-- |
>99,99% |
|
1.2 |
Impression jet d'encre manquante |
Caractère unique > 30% |
>99,8% |
|
1.3 |
Impression jet d'encre floue |
Des caractères indéchiffrables à l'œil nu |
>99,93% |
|
1.4 |
Impression jet d'encre incorrecte |
Date de production incorrecte, code d'usine incorrect, code de sécurité incorrect, déformation (allongement ou raccourcissement) |
>99,99% |
|
1.5 |
Déviation de position |
Dépassement de la zone d'expansion |
>99,99% |
|
1.6 |
Impression jet d'encre dupliquée |
Plusieurs codes imprimés dans la zone de code |
>99,99% |
Remarque : Le taux de rejet de l’article test « sans codage » indiqué dans le tableau signifie que sur 10 000 bouteilles de produits non conformes et sans codage, une seule boîte peut être acceptée après le test. Il s’agit de données expérimentales théoriques, et ce constat s’applique également aux autres articles tests.



