

Machine d'inspection de la qualité des canettes vides
1.Avec un système d'inspection d'image développé indépendamment,
2. la vitesse maximale peut atteindre 1000 canettes/min.
3. Détection fiable et fonctionnement stable pendant longtemps Facile à installer et à utiliser
I. Spécifications de l'équipement et exigences du site
1. Aperçu du projet
Nom du projet : Détecteur de canettes vides
Description : Le système intègre une technologie de vision industrielle avancée pour réaliser une inspection en ligne entièrement automatisée et sans contact des canettes vides. Il identifie les défauts tels que la déformation du goulot, la contamination de surface, les corps étrangers internes et les canettes affaissées.
Capacité nominale : 1 000 canettes/min
Type de contenant : boîte en deux parties
Plage de volumes : 100 ml – 600 ml
2. Exigences environnementales
Plage d'altitude : 5–3000 m
Température de fonctionnement : 5°C – 40°C
Humidité relative : 50–65 % HR
Conditions d'usine : La planéité du sol et la capacité de charge doivent être conformes aux normes nationales pour garantir un fonctionnement stable.
Conditions de stockage : Les équipements et composants doivent être stockés conformément aux normes nationales. Pendant le stockage, une lubrification et une protection appropriées sont nécessaires pour prévenir la corrosion, les dommages de surface ou les déformations susceptibles d'affecter l'installation, la mise en service et le fonctionnement.
3. Conditions de fonctionnement de l'équipement
Niveau sonore : ≤ 85 dB (la valeur réelle dépend du type de conteneur, de la puissance nominale et de l'environnement acoustique).
Exigences d'alimentation :
Alimentation : 220 V, 50 Hz, monophasé
Puissance totale : environ 1,0 kW
Tension de commande : 24 V CC
Remarque : les tensions spéciales nécessitent une confirmation préalable ; le délai de livraison, les spécifications et le coût peuvent varier en conséquence.
4. Aperçu de l'équipement
4.1 Détecteur de canettes vides
Modèle : MT-YLG-KG-C1-01
Quantité: un ensemble
Vitesse d'inspection : 1000 canettes/min
Conteneur applicable : canettes vides (type deux pièces)
Compatibilité de la ligne de production : Convient aux lignes d'emballage avec des vitesses ≤ 1 000 canettes/min
Position d'installation : Section de convoyeur à voie unique avant la station de remplissage
Fonction principale : Inspection visuelle à grande vitesse pour détecter les dommages au niveau de l'embouchure de la boîte (déformation, fissures, encoches en V, rabats), les bosses, la contamination du corps et les corps étrangers internes, avec rejet automatique des boîtes défectueuses.
4.2 Principe du système, flux de travail et exigences d'installation
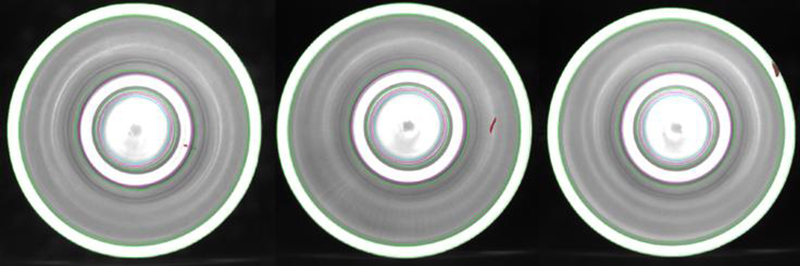
Lorsqu'une canette passe devant le capteur de positionnement, sa présence est détectée et l'ID de la canette et les données de l'encodeur sont enregistrées par le système de contrôle.
Le capteur déclenche la caméra pour capturer une image de la boîte. L'image est analysée par le processeur, qui transmet les résultats de l'inspection à l'IHM pour un affichage en temps réel et au système de contrôle pour la préparation du rejet.
Lors de l'identification d'un défaut, l'automate active le mécanisme de rejet pour retirer la canette spécifique.
Exigence d'installation : La ligne de production doit comporter un convoyeur rectiligne de 2 m. Les boîtes ne doivent pas être comprimées et doivent être espacées de 2 cm. Cette condition est essentielle pour une inspection précise.
4.3 Module de détection de canettes vides
Portée et précision de l'inspection :
Zone de la bouche : Détection de déformations, fissures, entailles en V et lambeaux.
Corps de boîte : identification des bosses, des rayures et de la contamination de surface.
Intérieur : Reconnaissance des corps étrangers internes.
Intégrité : Détection de canettes affaissées ou sous-pressurisées.

Position de détection
|
Type de défaut
|
Précision
|
Illustration
|
Taux de rejet
|
Taux de faux rejets
|
Peut boucher
|
Encoche de courbure de la bouche de la canette
|
1 mm x 1 mm |
≥ 99,9 % |
≤ 0,05 % |
|
Déformation de la bride du goulot de la boîte
|
Hauteur de saillie vers le haut ou vers le bas ≥ 2 mm ou longueur horizontale ≥ 4 mm
|
≥ 99,9 % |
|||
Dépression à l'embouchure du réservoir
|
5% au total
|
≥ 99,9 % |
|||
Peut bouche ovale
|
≥1cm |
≥ 99,9 % |
|||
Saleté sur le bord de la boîte
|
2 mm x 2 mm, épaisseur ≥ 1 cm
|
≥ 99,9 % |
|||
Paroi intérieure du réservoir
|
Saleté au milieu du mur intérieur
|
3 mm x 3 mm, épaisseur ≥ 1 mm
|
≥ 99,9 % |
||
fond du pot
|
Corps étrangers au milieu du fond du réservoir
|
3 mm x 3 mm, épaisseur ≥ 1 mm
|
≥ 99,9 % |
||
Corps étrangers (opaques) à l'intérieur de la bague inférieure du réservoir
|
3 mm x 3 mm, épaisseur ≥ 1 mm
|
≥ 99,9 % |
|||
Trou au milieu du fond du réservoir
|
3 mm X 3 mm |
≥ 99,9 % |
|||
Peut corps
|
La déformation du corps peut-elle
|
Déformation: 4mm Déformation : ±1 mm
|
≥ 99,9 % |
||
Description (Veuillez lire attentivement)
|
Cette solution adopte une méthode d'inspection mono-objectif à poste unique, dont l'objectif principal est de contrôler le goulot de la boîte (de précision stricte), les grandes boîtes plates et les corps étrangers de grande taille. Comme les processus ultérieurs incluent le lavage à l'eau chaude et le remplissage à l'azote, les petits corps étrangers peuvent être éliminés par l'eau chaude. Par conséquent, la précision de détection des petits corps étrangers et des petites déformations de la paroi de la boîte sera moindre. |
||||




