

Machine d'inspection du goulot des bouteilles en verre
1. Technologie de double anneau d'évaluation pour détecter le goulot de la bouteille de manière fiable et stable
2. L'image du goulot de la bouteille est divisée en plusieurs catégories et la méthode d'évaluation est précise et exacte
3. En utilisant un système de traitement d'image développé indépendamment, la vitesse maximale peut atteindre 60 000 BPH
1. Aperçu du projet
1.1 Nom du projet : Machine d’inspection de finition de bouteilles en ligne
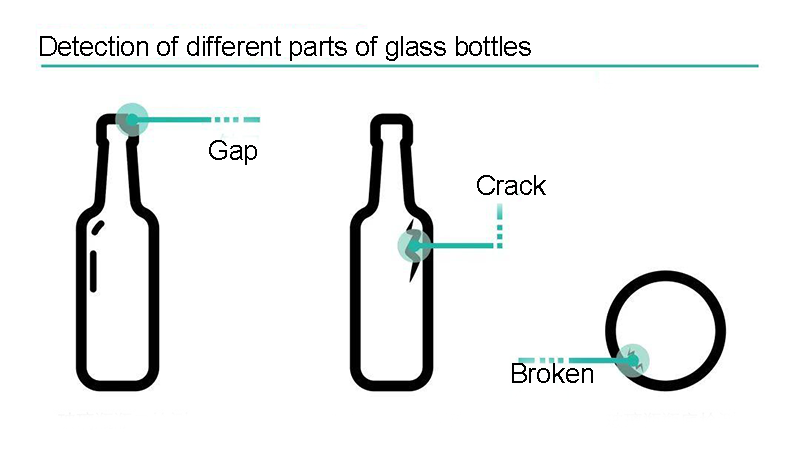
Ce système adopte une technologie de vision industrielle avancée pour effectuer une inspection en ligne entièrement automatisée et sans contact des finitions des bouteilles en verre, détectant la déformation et la casse avec une grande précision.
L'équipement est conçu pour une production nominale de 48 000 bouteilles par heure.
Conditions environnementales
Altitude de fonctionnement : 5 à 3 000 mètres au-dessus du niveau de la mer
Température de fonctionnement : 5°C – 40°C
Humidité relative : 50 % – 65 % HR
Exigences de l'usine : La planéité du sol, la capacité de charge et les conditions du site associées doivent être conformes aux normes nationales pour garantir le bon fonctionnement de la machine.
Exigences de stockage : Après livraison, tous les équipements et composants doivent être stockés dans des installations conformes aux normes nationales. Pendant le stockage, une lubrification et un entretien appropriés doivent être effectués afin d'éviter tout dommage de surface, corrosion ou déformation susceptible de compromettre l'installation, la mise en service et le fonctionnement.
Conditions de fonctionnement de l'équipement
Niveau sonore : ≤ 85 dB (le bruit réel peut varier en fonction du type de conteneur/emballage, de la puissance de la machine, de l'acoustique de l'usine et d'autres facteurs environnementaux).
Raccordement électrique : Entre l’armoire électrique principale du client et l’armoire d’équipement.
Alimentation principale : 3 × 380 VAC ±10 %, 50 Hz, 3 PH + N + PE.
Puissance d'éclairage : 220 V, 50 Hz, monophasé.
(Pour les tensions non standard, un préavis est requis, car cela peut affecter les spécifications, le calendrier de livraison et les prix.)Consommation électrique totale : environ 1,0 kW.
Tension de commande : 24 VDC.
Besoin en air comprimé : 4 à 6 bars (le client doit fournir un raccordement de tuyauterie entre la source d'air et l'équipement).
Description de l'équipement
4.1 Machine d'inspection de finition de bouteille
Nom : Machine d'inspection de finition de bouteille
Modèle : MT-PK021
Quantité: un ensemble
Vitesse nominale : 48 000 bouteilles par heure
Conteneurs applicables : bouteilles en PET et PE
Ligne de production compatible : ligne de conditionnement PET/PE de 48 000 bouteilles/heure
Emplacement d'installation : Monté à l'intérieur de la machine de moulage par soufflage, soit au point où les bouteilles sortent du moule, soit le long de la chaîne du convoyeur.
4.2 Principe et processus de fonctionnement du système

Figure 4 : Principe de fonctionnement du système et organigramme
Principe de fonctionnement et flux de travail du système
Lorsqu'une bouteille passe devant le capteur de positionnement, le capteur détecte sa présence et l'unité de contrôle enregistre l'ID de la bouteille correspondante ainsi que la valeur actuelle de l'encodeur.
Le capteur déclenche ensuite la caméra pour capturer une image du goulot de la bouteille. Une fois acquise, l'image est traitée par le processeur d'images et les résultats sont transmis à l'interface homme-machine (IHM) pour un affichage en temps réel, ainsi qu'à l'unité de contrôle en vue du rejet des bouteilles présentant des défauts de finition.
Lorsqu'un défaut est confirmé, l'unité de contrôle signale au rejeteur de retirer la bouteille spécifique associée à l'ID enregistré.
4.3 Composants d'acquisition d'images
Source lumineuse : Une source lumineuse LED d’une durée de vie allant jusqu’à 30 000 heures est utilisée. Avec un éclairage de premier plan, elle offre une représentation nette de l’objet cible. Sur l’image capturée, le goulot de la bouteille apparaît comme un anneau lumineux continu. Un objectif à focale fixe avec contrôle manuel de l’ouverture est utilisé ; la bague de mise au point est réglée pour obtenir une clarté d’image maximale sur le capteur CCD, tandis que la bague d’ouverture est ajustée avec précision pour optimiser la luminosité.
Caméra : Le système utilise une caméra analogique CCD à matrice de zones avec une résolution de 640 × 480 pixels et une vitesse de capture allant jusqu'à 60 images par seconde.
4.4 Module de détection du goulot de la bouteille :


processus de traitement d'images
4.5 Portée et précision de l'inspection
4.5.1 Éléments d'inspection
A. Détection de trous traversants
B. Écaillage sur la surface intérieure
C. Écaillage sur la surface extérieure
D. Écaillage par points
E. Déformation du goulot de la bouteille (forme ovale)
4.5.2 Précision de détection
numéro de série
|
Contenu de l'inspection |
Dimensions |
Précision de détection
|
Taux de faux rejets
|
1 |
Pénétration |
Section verticale largeur 0,8 mm, profondeur 0,25 mm |
≥ 99,99 % |
≤ 0,03 % |
2 |
Défauts internes |
Section verticale largeur 0,8 mm, profondeur 0,25 mm |
≥ 99,95 % |
|
3 |
Défauts externes |
Section verticale largeur 0,8 mm, profondeur 0,25 mm |
≥ 99,95 % |
|
4 |
Défauts ponctuels |
Diamètre 0,8 mm, profondeur 0,25 mm |
≥ 99,99 % |
|
5 |
Déformation du cou (ovale) |
Différence de diamètre 2 mm |
≥ 99,95 % |




